






a) 选择合理的测尖有些“毛坯件”和普通机床加工的零件,没有经过磨床加工或没有处理毛刺,由于本身形状误差大、有毛刺的等原因也能造成测量结果重复性大。在该情况下,建议采用较大直径的测尖,且在特征上多采集样例点,以求取较为平均的效果,获得良好的重复性。三坐标测量仪厂商
b) 测针长度或测头校正的问题。测针或加长杆的长度、重量对测量的精度和重复性有很大的影响。测头的负载能力与测头灵敏性(也即测头精度)往往是一对矛盾,其能力和价格一般成正比关系。超出测头负载的加长杆、测针会使测量结果产生扰度误差,三坐标测量仪厂商,并缩短测头的使用寿命。所以,在使用加长长度的测针时,要选择相应较大测力的吸盘或测头。同时,对于易变形的工件和测杆微细的测针,要选择小测力测头;测量特征时,尽量选择自动测量,如果必须用手动,请在操纵盒上选择“慢速”档。

c) 测头校验测头校正的正确性是测量准确性的保证,尤其是多测头位置和星型测头的校正,一定要进行检查,才能保证测量的准确。在使用标准球校验测头时,对于测量精度比较高的情况,需要适当的增加每一层里的校验点数;对于测量复杂曲面曲线特征的情况,需要适当增加校验的层数。三坐标测量仪厂商
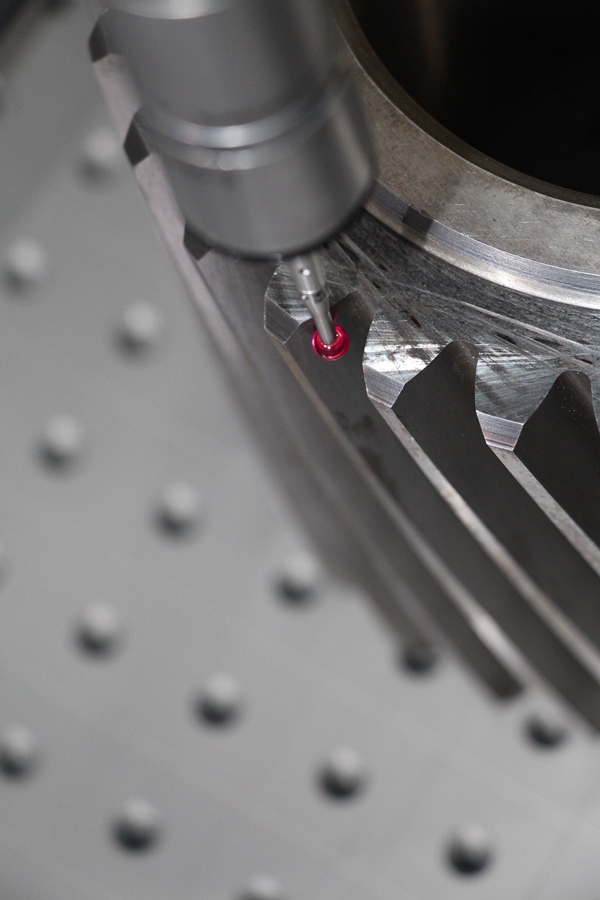
总之,目前,我们提倡至少3层9~12点的校验方式。在零件测量过程中,设置与测头校验一致的测量速度(移动和触测)和逼近/回退距离,也有助于获得的结果。后,不得不提醒的是,我们经常忽视一个细节,那就是,你的测头组件拧紧了吗?你的测针红宝石球面和标准球面清洁到位了吗?
三坐标测量机如何测量更准确
1、选择正确的测量基准测量要真正为其“客户”服务,首先要分清楚测量结果为哪个部门所用、怎么用,三坐标测量仪型号,据此选择合理的基准。如果,测量结果要用于为下一道工序调整参数提供参考,即测量结果用于加工工艺调整,则测量基准需要与工艺基准统一;如果测量结果需要直接引导工件装配或者用于工件终验收,测量基准需要与设计基准统一。设计基准一般是指图纸上的基准,而工艺基准则根据企业工艺制定,需要与加工工艺人员沟通确认,具体问题具体分析。三坐标测量仪厂商

2、 建立坐标系对于3-2-1法坐标系,第1遍为手动建立坐标系,容易带入操作者的手动误差,所以,三坐标测量仪报价,第1次手动建立坐标系后,建议采用自动(DCC)测量的模式,再重新测量坐标系基准特征,重建坐标系,我们称之为“精建”。三坐标测量仪厂商
3、查看测量机精度和重复性。要查看测量机状态是否正常,方法很简单,采用标准器检查测量机的精度和重复性,如量块、标准球、环规、方箱及高精度磨床加工的零件等,只要对标准器的长度和直径进行重复测量,将测量结果与标准器理论值进行比对,如果这些检测值与理论尺寸吻合,毕节三坐标测量仪,且重复性良好,说明测量机本身是没有问题的,那就继续从其他方面分析问题的根源吧。三坐标测量仪厂商
您好,欢迎莅临礼智鑫,欢迎咨询...
 触屏版二维码 |





